四川在线记者 曹凘源
5月16日,由东方电气集团东方电机有限公司自主研制的国内首台单机容量最大功率150兆瓦级大型冲击式转轮成功下线。作为我国自主研发制造的“高水头、大容量、冲击式”水电机组关键核心部件,攻关团队从设计到制造全流程克服了多项技术难点,特别是在制造阶段,首次将机器人电弧增材制造技术(3D打印技术)应用于大型冲击式转轮制造。
这台冲击式转轮有何特点?设计和制造环节又遭遇了哪些挑战?日前,四川在线记者走进东方电机有限公司,探访这台国之重器的“诞生地”,听攻关团队成员讲述这台“中国心”究竟有多牛。

国内首台单机容量最大功率150兆瓦级大型冲击式转轮。
看设计:
自主开发三维造型软件
100多个方案练就“钢筋铁骨”
来到冲击式水力试验台,四四方方的架子正下方摆放着一台冲击式水轮机模型转轮,透过设备上的透明玻璃孔洞,可以看到高速旋转的水流正在带动转轮全力运转。
“别看这个转轮小,它可以承受连续不断的‘高铁速度’水流冲击而保持稳定性!”参观途中,东方电机水力开发工程师周恒特向记者介绍了这台设备的“过人之处”。
在周恒特的指引下,记者凑上前仔细观察,水流是从几个 “喷嘴”里流出来的。据周恒特介绍,喷嘴喷出的水流流速可以达到100米/秒,换算下来约360公里/小时,和高铁行驶速度相差无几。
如何能承受得住高强度的水流冲击还保持稳定?这对转轮的设计工艺和选用材料提出了挑战。

国内首台单机容量最大功率150兆瓦级大型冲击式转轮正在制造中。
周恒特介绍,为了解决自主化设计的建模难题,攻关团队从设计之初就创新应用了具有完全知识产权的冲击式转轮三维造型软件,并采用了先进的仿真分析计算方法进行开发,大大提高了转轮设计和优化的效率。
建模工作敲定,亟待解决的就是应力控制、激振频率、水力效率等技术难题。这让负责产品结构设计和强度设计的两位工程师熊建军、周俊鹏犯了难。
“冲击式转轮的叶片呈斗状,所以也叫水斗,受到水流冲击后就会产生应力。” 熊建军告诉记者,所谓应力就是水流冲击叶片后产生的作用力,进而导致参数有变化。一台水轮机组要想实现稳定运行,必须保持参数稳定,所以他们要不断调整水斗基本参数,确保结构安全可靠。
为此,设计团队验证分析了一百多个方案,前后做出了100多个水斗模型,不断优化应力分布,最终优中选优,确保转轮循环疲劳寿命不低于15亿次。
“而且和反击式水轮机转轮上的导叶不同,水斗和中心体只有一个固定连接点,运行过程中的交替变换必须要综合考虑振形与激振频率、转轮固有频率在不同介质中的差异。”周俊鹏介绍,设计团队通过对不同频率进行校验检查,并结合试验反复检验后确定了最终参数,并选择了马氏体不锈钢作为制造材料,练就了冲击式转轮一身“钢筋铁骨”。
看制造:
40天完成2.7吨金属增材
机器人焊接为转轮穿上“软猬甲”
熬过了艰难的设计研发环节,接踵而至的生产制造阶段也困难重重——大型发电设备零部件成为趋势,体积增大的零部件对锻造技术提出了新挑战。
“以我们这台冲击式转轮为例,锻件厚度大、重量大,传统的焊接锻造方法无法一次成型。”东方电机焊接工艺高级工程师金宝向记者介绍,为了降低锻件厚度,东方电机依托智能制造转型,自主开发了机器人电弧增材制造技术,并在国内首次投用于冲击式转轮制造。

国内首台单机容量最大功率150兆瓦级大型冲击式转轮成功下线。
为了方便记者理解增材制造,金宝从手机上打开了一段视频,视频中以3D动画的形式介绍了冲击式转轮的整个制造过程。简而言之,机器人电弧增材制造技术类似于3D打印技术,就是先锻造出大致主体,然后通过增加金属材料一点点锻造出转轮最终的模样。
3台机器人历时40余天协同作业,完成2.7吨金属增材。“通过这项技术可以实现所焊即所得,不需要二次加工,不仅降低了锻坯制造难度,还提高了材料利用率,开创了行业先例。”金宝介绍。
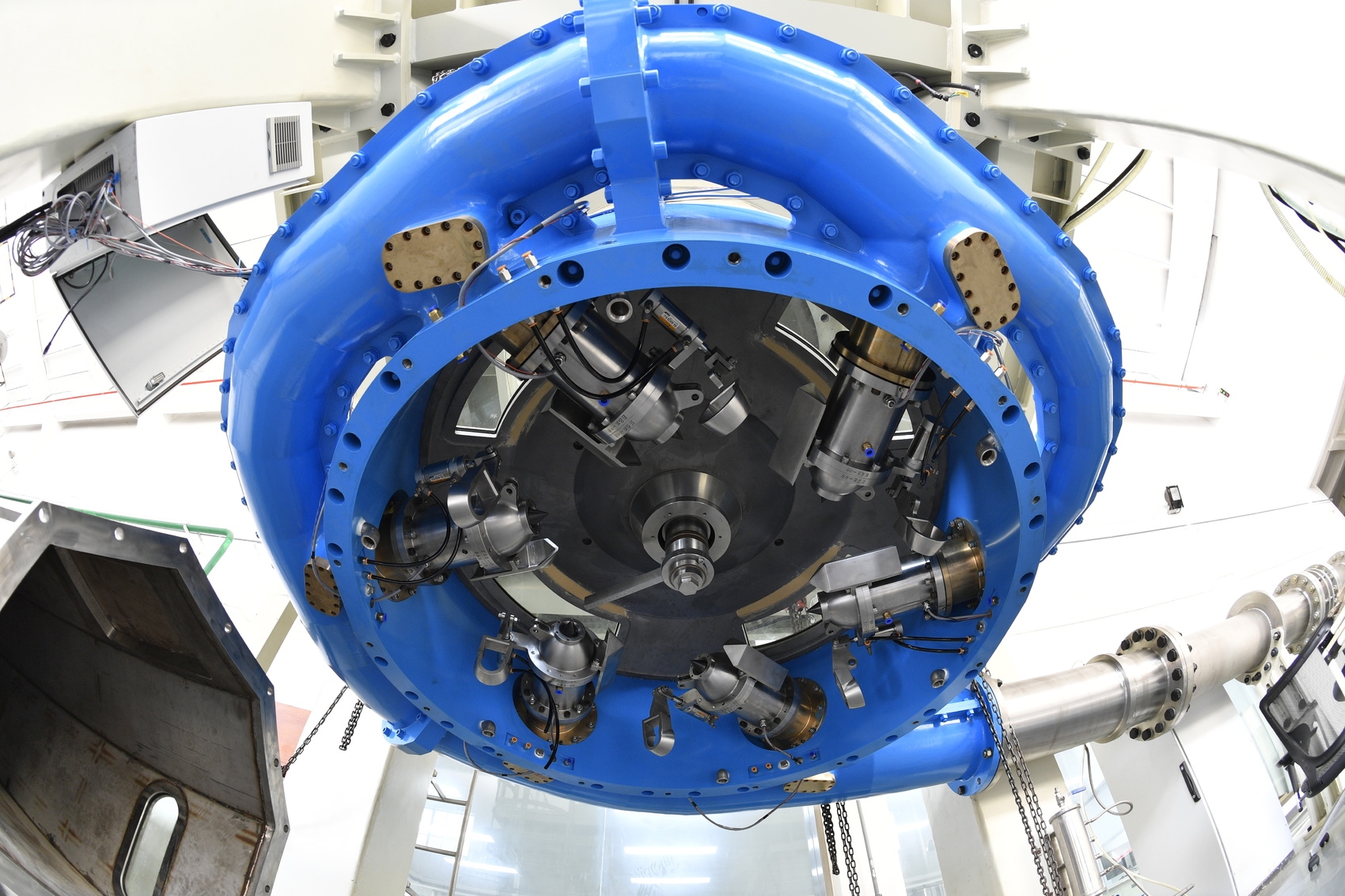
150兆瓦级大型冲击式转轮内部。
“锻造成型”并不意味着产品的制造阶段完成,为了增加转轮的耐磨损度,还要进行激光熔覆改性,也就是通过机器人焊接技术,在其表面焊接一层特殊涂层,相当于为转轮穿上一层“软猬甲”应对各类磨损和腐蚀。
“技术创新和试验并非只为了生产这一件产品,而是为后续的研发制造积累经验,所以转轮外部水斗我们采用了增材制造、模锻和电渣熔铸三种制造方式,有效验证了不同制造方式的适用性,为更高水头更大容量冲击式转轮研制奠定了基础。”金宝表示,150兆瓦级大型冲击式转轮成功下线只是个起点,以此为契机,东方电机正在接续开展更高水头、更大容量冲击式水电机组研制,随着越来越多数字化智能制造技术的创新应用,定将更好推动我国水力发电产业高质量发展。
东方电机供图